|
Introduction
The motion map test is designed to look for warnings
or potential errors in the motion path saved with the inspection report. This feature can
be set active to test the motion map before every run, or disable to be used only on
demand. By default, Geomet activates the Motion Map Test.
Activating or Disabling the Motion Map Test
 |
| figure 1, Enable Motion Map Test |
To set the Motion Map Test to scan all part inspection programs automatically at the
start of inspection runs, choose from the main drop down menus
[System→Tests→Use Motion Map Test on Run].
When it is active, a check mark is
shown next to the command in the drop down menu, see figure 1. When the test is
disabled, or not checked, the test will not run at the start of a part
program run.
Manual Testing of the Motion Map
To manually test the motion map, select from the drop down menu [System→Test→Test
Motion Map]. Geomet will scan all features that contain motion entries and look for
errors.
Motion Map Tests
The Motion Map Test will look for the following conditions:
Missing IP or SO in first position
It is important that there is a reference point which precedes the Measurement Point
(MP). The IP or SO before the MP will define the direction of approach and distance to MP
that it should transition into the Probe Speed setting. When the preceding IP/SO is
missing, Geomet will default into the Measurement Point Mode, and move towards the
targeted MP at the slower probe speed.
Distance between Stand Off and Measuring Point
Under normal conditions, the distance between the SO-MP and MP-SO is controlled by the
Standoff Distance value defined under DCC Settings. When teaching the motion path, it is
customary to capture an Interim Point (IP) before you capture the Measurement Point. When
this is done, Geomet will build an approach vector starting at the IP and ending at the
MP. A Standoff Point is calculated along that approach vector using the length defined in
DCC Settings or the distance between the IP and MP which ever is less.
Should the distance between the SO-MP-SO point sequence be to small, the touch probe may
act erratic by not coming off the part after the measurement point. The appearance of this
condition is that the CMM will capture the Measurement Point, then stop and not proceed
further. The controller will stop at the SO position and see that the probe has not reset.
All motion stops as a safety. The motion map test looks for a minimum of 0.005"
(0.127mm).
Motion Attribute Records
The last test performed by the Motion Map Test will look for proper speeds and
distances within each attribute record inserted into the motion map. An attribute record
contains new values for Traverse Speed, Probing Speed, StandOff and Over Travel Distances.
These minimum values are:
|
Description |
Default Value |
| Traverse
Speed |
0.01" (0.254mm) |
| Probing
Speed |
0.001" (0.0254mm) |
| StandOff
Distance |
0.005" (0.127mm) |
| Over Travel
Distance |
0.01" (0.254mm) |
Reviewing the Motion Map Test
When the Motion Map test is performed on demand, a text document appears reporting the
results of the test, see figure 2. The window that appears can be resized using
the standard Windows drag method. Should any condition be found that requires operator
review, the feature number and brief description is provided. The operator should use the
Motion Edit Tool to locate and correct any discrepancies.
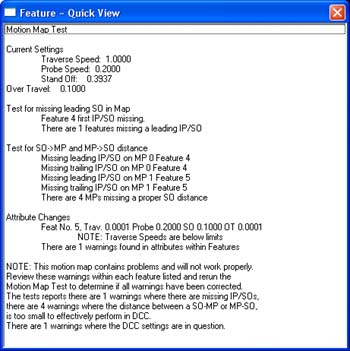 |
| figure 2, Motion Map Test Results
with Errors |
 |
| figure 3, Motion Map Test Results
no Errors |
When the Geomet system has been enabled to perform the test at every run, the
report will only show when a discrepancy has been detected.
|



